扫一扫 添加小助手
服务热线
13818320332
扫一扫 关注我们
 近日,中国制药装备行业协会发布了《药用V型混合机》行业标准草案,新的标准提高了对设备内表面粗糙度要求,符合新版GMP要求、新版药典要求,提高了对装料系数和混合均匀度的要求,体现新技术,加快推进新技术在行业中的应用和普及。
近日,中国制药装备行业协会发布了《药用V型混合机》行业标准草案,新的标准提高了对设备内表面粗糙度要求,符合新版GMP要求、新版药典要求,提高了对装料系数和混合均匀度的要求,体现新技术,加快推进新技术在行业中的应用和普及。
将混合机内与物料直接接触的表面粗糙度Ra不大于0.8um提高为表面粗糙度Ra不大于0.4um,满足新版GMP对物料接触表面的粗糙度要求。
将混合机装料系数从30%~50%提高为40%~60%,装料系数是产品的主要性能指标,是体现产品的生产能力水平的。
混合后含量均匀度应符合中华人民共和国药典(2020年版)的规定,混合均匀度是混合机性能的主要指标,直接影响产品的质量,进一步提高对混合均匀度的要求,满足使用生产单位对产品质量的追求。
建议本标准批准发布6个月后实施。
药用 V 型混合机
Pharmaceutical V Series Mixing Machine
前 言
本标准是按照GB/T1.1-2009给出的规则,对JB/T20106-2007进行修订。
本标准代替JB/ T20106-2007,本标准与JB/T20106-2007相比主要技术内容变化如下:
——修改了表面粗糙度要求(见5.2.2,2007版5.2.2);
——修改了装料系数(见5.3.1,2007版5.3.1);
——修改了混合后含量均匀度(见5.3.6,2007版5.3.6)。
本标准由中国制药装备行业协会提出。
本标准由全国制药装备行业标准化技术委员会(SAC/TC356)归口。
本标准主要起草单位:常州市一步干燥设备有限公司。
本标准主要起草人:查文龙、查国才、查文浩、范文国。
本标准所代替标准的历次版本发布情况为:
——JB/T 20106-2007 药用V型混合机
1 范围
本标准规定了药用V型混合机的术语和定义、标记、要求、试验方法、检验规则、标志、包装、使用说明书、运输及贮存。
本标准适用于干性粉粒状物料混合的药用V型混合机(以下简称混合机)。
2 规范性引用文件
下列文件对于本文件的应用时必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB/T 3768声学声压法测定噪声源声功率级和声能量级采用反射面上方包络测量面的简易法
GB/T 6388 运输包装收发货标志
GB/T 9969 工业产品使用说明书 总则
GB/T 10111 随机数的产生及其在产品质量抽样检验中的应用程序
GB/T 12309 工业玉米淀粉
GB/T 13306 标牌
GB/T 13384 机电产品包装通用技术条件
GB/T 36035 制药机械 电气安全通用要求
JB/T 20188-2017 制药机械产品型号编制方法
3 术语和定义
下列术语和定义适用于本文件。
3.1
混合均匀度 degree of homogeneity
表示混合物均一性的特性指标X与理论标示量P的偏离程度的量化指标。常用混合均匀度(M)来表述。
3.2
装料系数 filling coefficient
在混合过程中物料体积和混合筒体容积之比。
4 标记
4.1 型号编制
混合机的型号应按JB/T 20188-2017的规定编制。
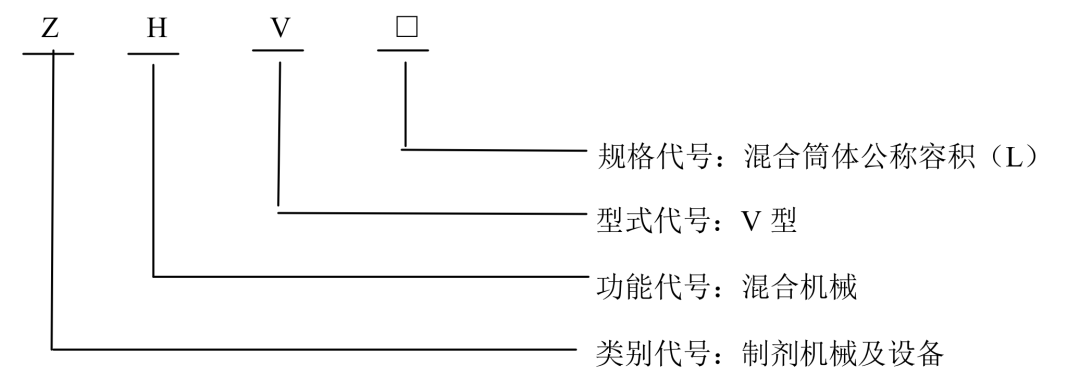
4.2 标记示例
示例:ZHV1000型表示混合筒体公称容积为1000L的V型混合机。
5 要求
5.1 材料
凡与药物或有要求的工艺介质直接接触的材质均应无毒、耐腐蚀、不脱落,不与所生产的药物或有要求的工艺介质发生化学反应或吸附。
5.2 表面质量
5.2.1 混合机整机外观表面应光滑、平整、无清洗盲区。
5.2.2 混合筒体内应光滑、无易滞留物料的死角,与物料直接接触的表面粗糙度Ra值应不大于0.4µm,筒体外表面粗糙度Ra值应不大于0.8µm。
5.3 性能
5.3.1 混合机装料系数应为40%~60%。机器的负荷运转应平稳、灵活、操作方便。
5.3.2 混合时间应能控制和显示。
5.3.3 混合筒体应便于清洗和消毒,且易于操作。
5.3.4 混合筒体应密封可靠,不得有漏粉现象。
5.3.5 负载运转噪声应不大于75dB(A)。
5.3.6 混合机混合后的含量均匀度应符合中华人民共和国药典(2020版)的规定。
5.4 电气安全
应符合GB/T 36035相关要求。
6 试验方法
6.1 材料
查验所用材料的材质证明书,当不能证明材质时,应按相应材料的试验方法进行试验。
6.2 表面质量
6.2.1 目测检验整机表面质量。
6.2.2 目测查验筒体内部结构有无死角,筒体内外表面的粗糙度用粗糙度测量仪测定。
6.3 性能
6.3.1 运转试验
混合机在空负荷运转试验合格后,按附录A的要求进行满载试验,查验机器的运转和操作性能。
6.3.2 停机试验
设定运行时间为1800s开机运行,当时间为0s时,目测混合机是否停机,并查验混合时间的控制及显示的准确性。
6.3.3 清洗和消毒试验
查验混合筒体是否易清洗和消毒。
6.3.4 混合筒体密封性能试验
向混合筒体内注入不少于30%筒体公称容积的水,启动混合机运转30min,检查是否有水渗漏。
6.3.5 噪声试验
混合机在负载运转情况下,用声级计按GB/T 3768的规定进行。
6.3.6 混合均匀度试验
含量均匀度试验按附录B。
6.4 电气安全
按GB/T 36035的规定检验。
7 检验规则
7.1 检验分类
检验分为出厂检验和型式试验。
7.2 出厂检验
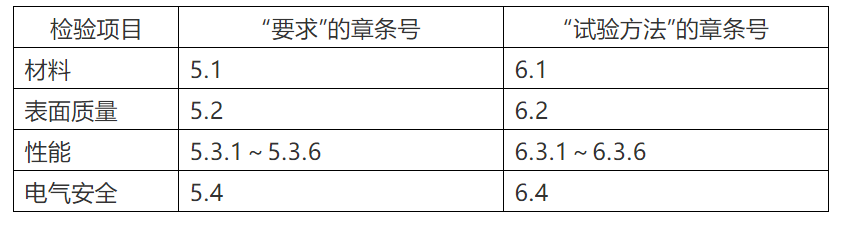
7.2.1 药用V型混合机需经制造单位质量检验部门按表1规定逐台进检验,合格后方能出厂,并附有产品检验证书。
表1出厂检验项目
7.2.2 检验过程中若发现不合格时,允许退回进行修整,修整后检验人不合格则判定该产品为不合格品。
7.3 型式检验
7.3.1 型式检验条件
当有下列情况之一时,需进行型式检验:
a) 新产品定型或投产鉴定时;
b) 产品的结构、材料、工艺有重大改进,可能影响性能时;
c) 产品停产1年后,恢复生产时;
d) 出厂检验结果与上次型式检验结果有较大差异时;
e) 国家质量监督机构提出进行型式检验要求时;
f) 质量仲裁需要时。
7.3.2 型式检验项目
型式检验项目为本标准中的全部要求。若制造单位不具备试验条件,则允许在产品使用现场进行。
7.3.3 抽样规则
型式检验的样机应在出厂检验合格的产品中按GB/T10111的方法抽取10%作为样机(不足10%至少抽取3台),检测1台。
7.3.4 判定规则
型式检验中,全部项目检验合格,判定该产品为合格品。若电气系统保护联结电路的连续性、绝缘电阻、耐压有一项不合格,即判定该产品型式检验不合格。若其它项有不合格时,允许在已抽取的样机中加倍复测不合格项,,仍不合格则判定该产品型式检验不合格。
8 标志、包装、使用说明书、运输和贮存
8.1 标志
8.1.1 产品标牌按GB/T 13306的规定。标牌应固定在醒目的位置,标牌至少包括下列内容:
a) 产品型号、名称;
b) 主要技术参数;
c) 出厂编号、出厂日期;
d) 制造单位名称、商标;
a) 执行标准代号。
8.1.2 包装储运图示标志按GB/T 191的规定。有“向上”、“重心”、“怕雨”、“由此吊起”等标识。
8.1.3 运输收发货标志按GB/T 6388的规定。
8.2 使用说明书
混合机使用说明书应符合GB/T 9969的规定。
8.3 包装
包装按GB/T13384的规定。包装箱内附有下列文件:
a) 产品合格证;
b) 产品使用说明书、安装图;
c) 仪表校验合格证,材质证明书;
d) 装箱单。
8.4 运输
产品的运输按国家铁路、公路和水路货物运输的有关规定。
8.5 贮存
产品包装后,贮存在干燥、通风、无腐蚀性气氛的室内或有遮蓬的场所。
附录A
(规范性附录)
满 载 试 验
A.1 试验方法
混合机在空负荷运转合格后,加装密度为0.6g/cm3的物料,在装料系数60%的条件下进行下述试验:
A.1.1 试验程序
a) 启动机器运转3min后按“停止”钮;
b) 复位后,再启动“点动”钮;
c) 停稳后再启动,设定时间5min,按“开始”钮;
d) 再按a)~c)程序再重复操作一次。
A.1.2 完成A.1.1后,设定运转时间为30min,以最高工作转速进行连续回转试验。
A.1.3 试验结果
试验过程中若达不到要求时,允许再试验,但试验不超过3次。
附 录 B
(规范性附录)
含量均匀度试验
B.1 基底物料
B.1.1 成分:符合GB/T 12309的玉米淀粉和苯甲酸,其中苯甲酸作为示踪物。
B.1.2 配比:苯甲酸∶淀粉=1∶9。
B.2 试验.
B.2.1 试验条件
在空载试验合格后进行。
B.2.2 投料量
混合筒公称容积的80%。
B.2.3 试验仪器
取样体积为25mL的单点粉末取样器和可读性为1mg或0.1mg的电子紧密天平。
B.2.4 试验程序
B.2.4.1 投料:物料按配比投入混合筒内,并记录投料量。
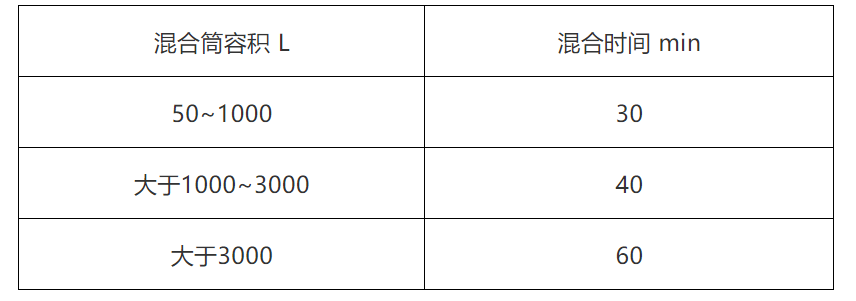
B.2.4.2 混合:以标示的转速进行混合,混合时间按表B.1。
B.2.4.3 取样:在规定的混合时间后取样器人工取样一次,按图B.2标示的取样点位置取10份样本作为供试品,其中1、2、3点为50%的装料上料面的平均3点;4、5、6为25%的装料上料面的平均3点;7、8、9为10%的装料上料面的平均3点,10为出料口附近。取样时,先测出混合筒进料口与取样点的距离,将取样器插入混合筒取样点处,使取样器插入的距离和混合筒进料口与取样点测得的距离相等。每份样本为25mL,分别装入取样瓶中,并做好取样日期,取样点代号、混合时间等标识。
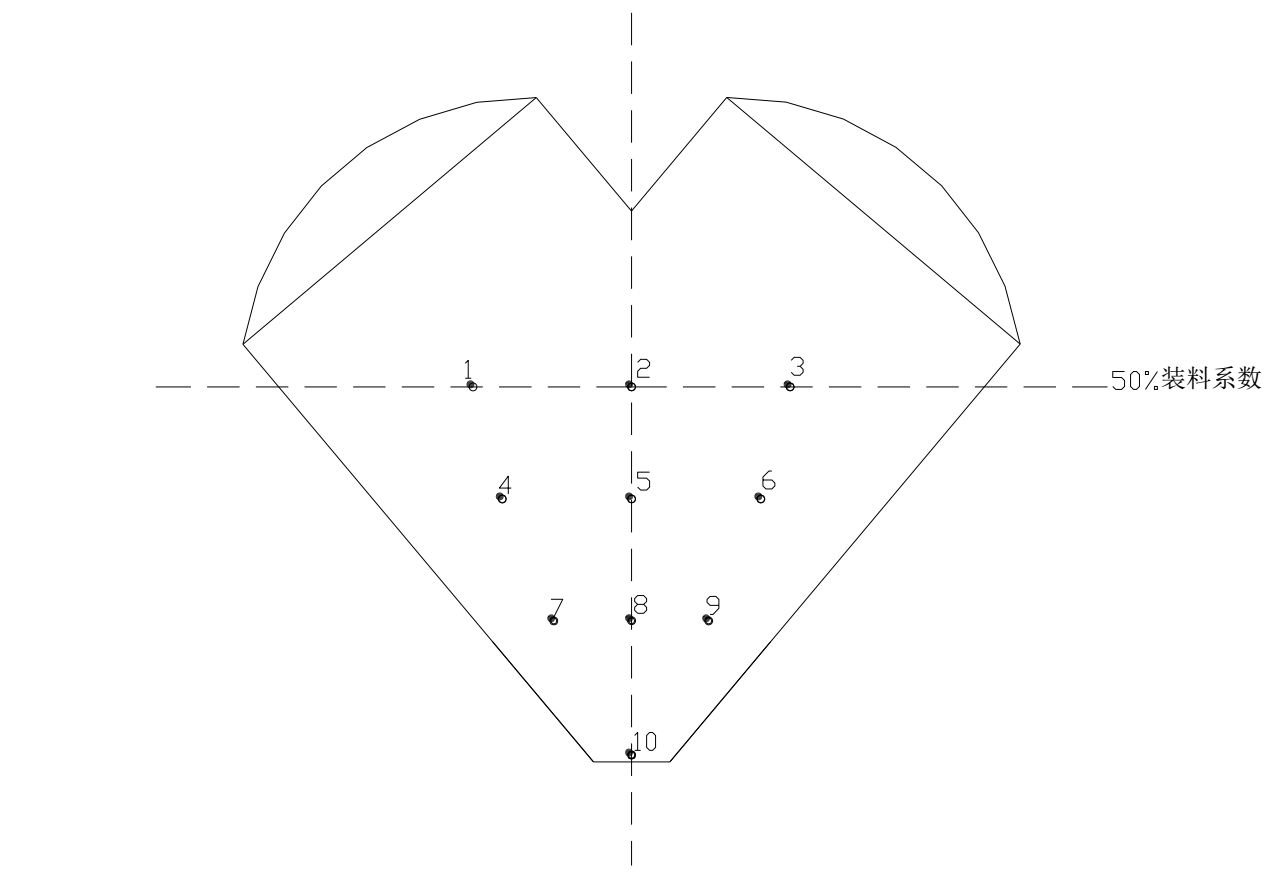
图B.1 混合筒体取样点
表A.1 混合时间
B.3 测定
从10个样品中各提取供试1g,精密称重, 按中华人民共和国药典(2020版)二部 苯甲酸[含量测定],分别测得每个供试品的示踪物含量,并做好记录。
B.4 结果判定
按中华人民共和国药典(2020版)四部[通则]中“含量均匀度检查法”检查。若含量均匀度不符合规定,允许混合机继续混合10min后,在复试一次判定。
文章来源:法默康GMP咨询
本网站刊载的所有内容,包括文字、图片、音频、视频、软件等,如非标注为“原创”,则相关版权归原作者所有,如原作者不愿意在本网站刊登相关内容,请及时通知本站,我们将第一时间予以删除。